
منسوجات بیبافت (Non-woven fabrics) نوعی از پارچهها هستند که از الیاف کوتاه و …
معرفی و خواص نخ های تکسچره شده با جت هوا Air Textured Yarn (ATY)

در حین فرآیند تولید الیاف مصنوعی و یا پس از آن میتوان با انجام عملیات مکانیکی، فیزیکی و یا شیمیایی و نیز تلفیق این روش ها، ظاهر، ویژگی های فیزیکی و مکانیکی و یا شیمیایی الیاف را تغییر داد و خواص کاربردی ویژه ای به الیاف بخشید. فرآیند تکسچرایزینگ یعنی ایجاد بافت و یا شکل خاص در الیاف تشکیل دهنده نخ، یکی از روش های شناخته شده است که عموما فرآیندی فیزیکی است. بنابراین تکسچره نخ به معنای تبدیل الیاف صاف و مستقیم مصنوعی (نظیر پلی استر، نایلون، آکریلیک و…)، به الیاف دارای فر و موج و یا تاخوردگی و حلقه است. هدف از انجام این فرآیند، شبیه سازی الیاف مصنوعی با الیاف کوتاه طبیعی، افزایش حجم، عایق سازی گرمایی، قابلیت پوشش بیشتر و بهتر، نرمی و زیردست مطلوب تر، پرکنندگی و نیز قابلیت انتقال رطوبت در الیاف مصنوعی فیلامنتی است. در این مقاله از شرکت نفیس نخ همراه ما باشید تا با معرفی و خواص نخ های تکسچره شده با جت هوا بیشتر آشنا شویم. تهیه و تنظیم: خانم الهام محمدی
امروزه سه روش متداول تکسچرایزینگ شامل تکسچرایزینگ با جت هوا (Air Textured Yarn)، روش تکسچرایزینگ هوای داغ و تاب دادن درتولید نخ BCF و تکسچرایزینگ با روش تاب مجازی، عمده ترین روشهای به کار گرفته در صنعت تکسچرایزینگ هستند. نخ های تولیدی با روش جت هوا، حجیم بوده و خاصیت فنریت ندارند. این روش به خاصیت ترموپلاستیکی نخ وابسته نیست و اصطکاک حاصل از درگیری بین حلقه ها ثبات مورد نیاز را فراهم میکند. بنابراین، این روش می تواند برای هر نخ فیلامنتی از جمله الیاف طبیعی، ابریشم مصنوعی، الیاف شیشه و همچنین نایلون، پلی استر و پلی پروپیلن به کار رود.
فرآیند تکسچره کردن با جت هوا یک روش کاملاً مکانیکی است که از جریان هوای سرد، برای تولید نخهای حجیم فیلامنتی با زیر دست و لمس پنبه ای و خواص گرمایی ویژه، استفاده میکندکه به وسیله فشار هوا (۱۰ تا ۱۵ بار) انجام میشود. هرچند در این روش نخ های تغذیه شده به نخ های فیلامنتی بشرساخته محدود نمی شوند. نخ های با بافت هوا از نظر ظاهر و ویژگی های فیزیکی شباهت زیادی به نخ های تابیده شده دارند. این نخ ها نسبتا حجیم بوده و در ساختار خود دارای چین و حلقه های دائمی ناشی از فشار جت هوا است که سبب درهم آمیختن رشته ها شده و می تواند باعث شود که حلقه ها در نخ قفل شوند.
برای اطلاع بیشتر کلیک کنید: مقدمه ای بر عملیات تکسچرایزینگ یا بافت دهی
وجود حلقه های کوچک متعدد در هم تنیده در نخ های ATY حس و ظاهر منحصر به فردی به آن می دهد. از جمله ویژگی های مهم نخ های ATY میتوان به فرکانس حلقه ها، ابعاد و اندازه حلقه ها، پایداری حلقه ها و حجم فیزیکی نخ اشاره نمود. این نخ ها میتواند شامل میکرو الیاف چند رشته ای و نمره از حدود دنیر100 تا 3000 دنیر داشته باشد. باارائه این روش تولید بسیاری از نخهای فانتزی امکان پذیر شده است. در شکل زیر نمایی از نخ فیلامنت قبل و بعد از تکسچره شدن با جت هوا و نیز سطح پرزدار نخ تولید شده نشان داده شده است.

نمایی از نخ فیلامنت قبل و بعد از تکسچره شدن با جت هوا و نیز سطح پرزدار نخ تولید شده
در شکل زیر شماتیک فرآیند تولید این نوع نخ نشان داده شده است.
شماتیکی از اجزا و مکانیسم واحد تکسچره ی جت هوا
نخهای که به دستگاه تکسچرایزینگ تغذیه میشوند تحت عنوان نخهای core (مغزی) و effect (پوسته) هستند.
همانگونه که در شکل نیز مشخص است فرآیند تولید نخ ATY دارای 4 مرحله اصلی است که شامل کشش تکسچرایزین تثبیت، شامل تثبیت مکانیکی (سرد) تثبیت حرارتی و نهایتا پیچش است.
برای اطلاع از تاثیر زمان دهی و متغیرهای دستگاه تکسچرایزینگ بر خواص فیزیکی PBT کلیک کنید
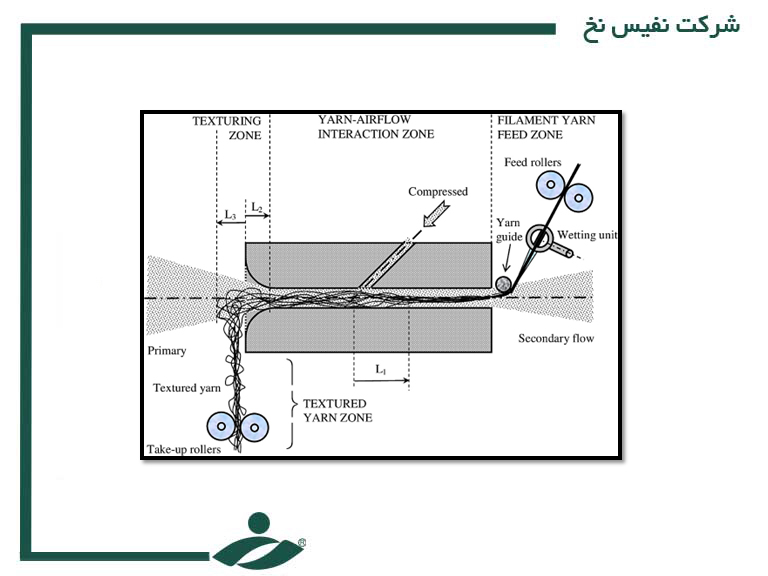
درشکل زیر شماتیکی از ماشین تکسچرایزینگ جت هوا را مشاهده میکنید.

شماتیکی از ماشین تکسچرایزینگ جت هوا
نتایج تجربی نشان داده است که پارامتر اصلی فرآیند تکسچره کردن در خواص نخ نهایی دارای اهمیت به سزایی است.
حجم و پرز نخ تولیدی را میتوان با افزایش تغذیه اضافی و نیز افزایش فشار هوا افزایش داد و هرچه میزان تغذیه اضافه کمتر باشد نخ حاصل صاف تر خواهد بود. همچنین با کاهش سرعت فرآیند، افزایش رطوبت نخ تغذیه شده، و یا ایجاد تغییرات در فشار هوا سبب ایجاد افکت و یا نایکنواختی های خاص در نخ حاصل میگردد. با تغییر ویژگی های نازل هوا از جمله زاویه و قطر آن نیز میتوان تغیراتی در نخ تولید ایجاد نمود. یکی از خصوصیات نخ ATY امکان تغذیه شش رشته نخ POY با دنیرهای مختلف به ماشین وجود دارد که میتوان از نخهایی با نمرات و رنگهای مختلف استفاده کرد.
در تولید نخ های تکسچره واحد جت هوا دارای اهمیت ویژه ای بوده و در انواع و یا سری های مختلفی بنا به نخ مورد نیاز تولید و عرضه میگردد. برخی از جتهای مورد استفاده بر اساس میزان تغذیه اضافه و یا نوع نخ تولیدی در جدول زیر نشان داده شده است. در ادامه سری های S, D, A, T که هر کدام با قابلیت و یا کاربری مختلفی میباشد بیان گرده است.
جدول زیر میزان مشخصات برخی از جت های سری T ، S و A را نشان میدهد.
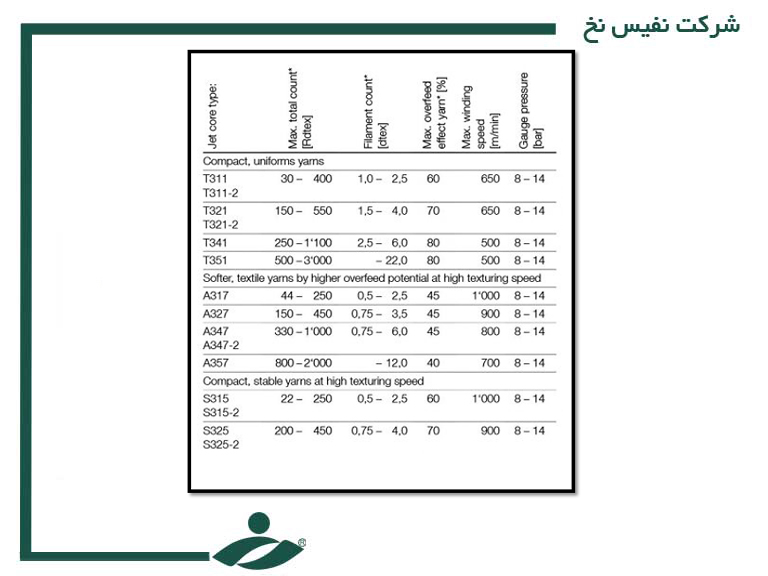
میزان مشخصات برخی از جت های سری a t s
همچنین در ادامه و در شکل زیر اثر فشار جت هوا بر میزان و شکل حلقه ها نشان داده شده است:

اثر فشار جت هوا بر میزان و شکل حلقه ها
در یک مطالعه اثر جت هوا و جت بخار در ماشین ATY مقایسه شده است. شکل زیر اثر تغذیه اضافه و وجود رطوبت ( بخار آب ) در فرایند تکسچره کدن با جت هوا را نشان میدهد. در مقایسه نخ تکسچره جت هوا با جت بخار اب، ناپایداری حلقه در هنگام استفاده از جت بخار کمتر و خواص کششی از جمله استحکام بیشتر بود. نخ جت بخار دارای ساختار محکمتر و فشرده تر نسبت به جت هوا بود. به دلیل اثر حرارت حلقه ها جمع شده و حتی میتوان حرارت پس از عملیات تکسچرایزینگ را حذف کرد. با افزایش تغذیه اضافه در هردو جت باعث کاهش استحکام و ازدیاد طول میشود.
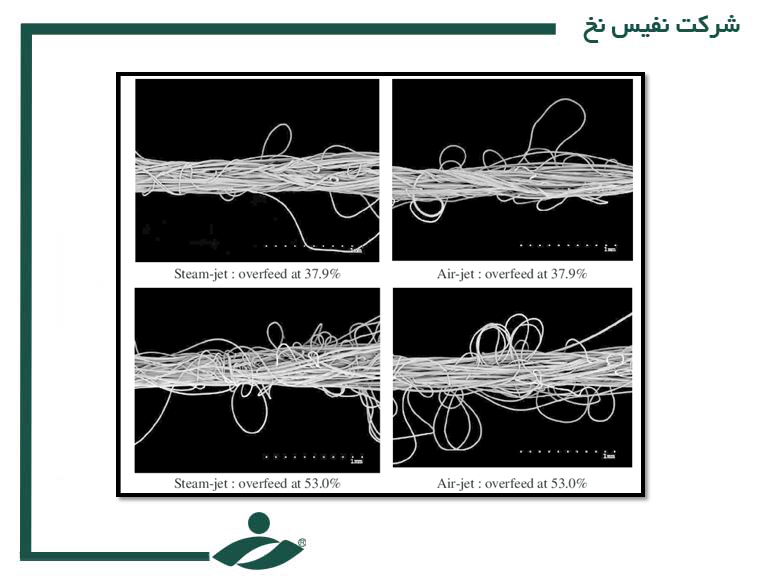
اثر تغذیه اضافه و وجود رطوبت ( بخار آب ) در فرایند تکسچره کردن با جت هوا
این نخها به عنوان تارو پود وچله فرش، تریکوبافی، پتوهای مسافرتی، پرده های اسپرت و فانتزی، روکش صندلی، چادرهای مسافرتی، شلنگ ها و… کاربرد دارند.
در مصارف تریکویی با افزایش مقدار تغذیه اضافه، شباهت نخ تولیدی به پشم بیشتر میشود.
نخ خاب فرش می بایست پرز و لوپ کمتری نسبت به تریکو داشته باشد ولی سطح مقطع آن باید مشابه پشم باشد.
نخ تار فرش نیازمند استحکام بالایی می باشد بنابراین می بایست کشش بالایی به نخ اعمال شود و دارای کمترین تغذیه اضافه میباشد. در تار فرش می بایست فیلامنتها درگیر بوده و از پشت فرش مشخص نباشند بنابراین مقدار تغذیه اضافی آن کم میباشد. نخ تولیدی می بایست تابیده و ست شود.
نخ پود فرش، با توجه به طرح بافت فرش، می بایست حداقل جمع شدگی را داشته باشد. در این کاربرد استحکام خیلی مهم نیست. این نخ ها می بایست تثبیت شوند و بعد از تثبیت درصدجمع شدگی آن کمتر از یک درصد باشد و نکته مهم دیگر یکنواختی جمع شدگی است.
 09 دی
09 دی
منسوجات بیبافت (Non-woven fabrics) نوعی از پارچهها هستند که از الیاف کوتاه و …
 21 آذر
21 آذر
 01 آبان
01 آبان
 02 مهر
02 مهر
طی سالهای اخیر و با افزایش تنوع سفارشات برای الیاف مصنوعی ترموپلاستیک از …
شماره تماس خود را وارد کنید و همکاران ما در اسرع وقت با شما تماس خواهند گرفت
نظرات کاربران