 فارسی
فارسی English
English Turkish
Turkish
الیاف پلیاستر[1] (PET) بهعنوان پرکاربردترین الیاف مصنوعی جهان، سهمی حدود 54% از بازار جهانی الیاف را به خود اختصاص داده است. این الیاف با میزان مصرف تقریبی سالیانه 80 میلیون تن که نیمی از آن را الیاف یکسره (فیلامنتی) و نیم دیگر را الیاف منقطع تشکیل میدهد، نقش مهمی در تولید انواع منسوجات دارد. یکی از کلیدیترین پیشمحصولات در زنجیره تولید منسوجات پلیاستری، نخهای نیمهآرایشیافته[2] POY هستند. این نخها بهعنوان ماده اولیه در فرآیندهای بعدی در سامانه ریسندگی الیاف یکسره به منظور استفاده در مصارف مختلف مانند تولید انواع نخهای بافتنی، فرش و پوشاک عمل میکنند. درک ساختار، فرآیند تولید و خواص نخ POY برای بهینهسازی کیفیت محصول نهایی ضروری است. در این مقاله از شرکت نفیس نخ به مشخصات، فرآیند تولید، مشخصات کلیدی وکاربردهای نخ POY پرداخته شده است.
[1] Polyethylene Terephthalate (PET)
[2] Partially-Oriented Yarn
فهرست مطالب
طبقهبندی نخهای پلیاستر بر اساس سطح آرایشیافتگی و کشش
نخهای کاملاً آرایشیافته (FOY)
عوامل موثر بر درصد کریستالی، آرایشیافتگی و خواص مکانیکی POY
طبقهبندی نخهای پلیاستر بر اساس سطح آرایشیافتگی و کشش
نخهای آرایشنیافته (LOY)
نخهای آرایشنیافته[3] (LOY)، سرعت ریسندگی پایین (m/min 1000-1800)، درجه کریستالی بسیار پایین (<10%)، آرایشیافتگی زنجیره مولکولی پایین، استحکام کششی بسیار پایین (≤gr/den 5/1)، ازدیاد طول تا حد پارگی بالا (>200%) و چروکپذیری شدید دارند.
[3] Low-Oriented Yarn
نخهای نیمهآرایشیافته (POY)
این نوع الیاف دارای سرعت ریسندگی متوسط تا بالا (m/min 2800-3500)، آرایشیافتگی مولکولی متوسط، درجه کریستالی متوسط (30-15%)، استحکام کششی متوسط (gr/den 2-3)، ازدیاد طول تا حد پارگی متوسط (150-100%)، و پایداری ابعادی نسبی میباشند.
نخهای کاملاً آرایشیافته (FOY)
نخهای کاملاً آرایشیافته[2] (FOY)، با فرآیند ریسندگی با سرعت بسیار بالا (m/min 5500-6500) یا ریسندگی-کشش یک مرحلهای[5]مولکولی زیاد، درجه کریستالی بالا (55-45%)، استحکام کششی بالا (7-5/4 gr/den)، ازدیاد طول تا حد پارگی کم (30-15%)، و پایداری ابعادی و حرارتی عالی میباشد.
[2] Partially-Oriented Yarn
Fully-Oriented Yarn [5]
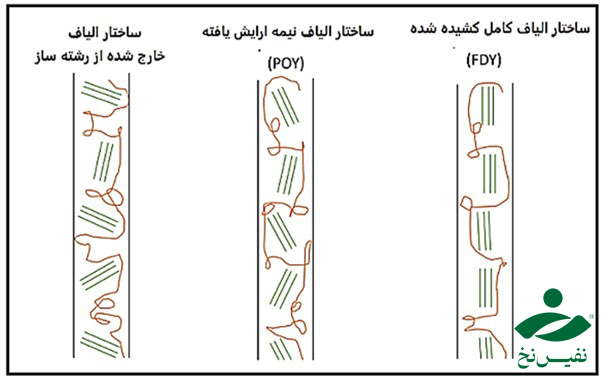
طرحواره ساختار کریستالی الیاف پلی استر در شکل زیر نشان داده شده است.
الیاف و نخهای (POY)
الیاف و نخهای POY شامل موارد زیر است:
فرآیند تولید POY
پلی استر به هیدرولیز یعنی واکنش با مولکول های آب حساسیت دارد و فرآیند ریسندگی را با مشکل مواجه میکند. از این رو، لازم است چیپسهای آن قبل از ذوب ریسی به خوبی خشک گردند. فرآیند ذوبریسی[6] از مرحله تغذیه چیپس آغاز و به تولید رشتههای فیلامنت ختم میشود. این فعالیت توسط اکسترودر که وظیفه آن ذوب کردن پلیمر به صورت سیال مذاب، افزایش فشار جریان پلیمر و اختلاط و همگنسازی جریان پلیمر است، صورت میگیرد. سه ناحیه دراکسترودر وجود دارد: ناحیه تغذیه، ناحیه تراکم و ناحیه تثبیت جریان مذاب. ناحیه تغذیه نقش هدایت چیپسهای پلیمری به داخل اکسترودر را بر عهده دارد؛ وظیفه ناحیه متراکم کننده افزایش فشار جریان پلیمر و از بین بردن بقایای دانههای ذوب نشده است؛ در ناحیه تثبیت و اختلاط یکنواخت نمودن مذاب و تثبیت جریان مذاب اتفاق میافتد که در نهایت پلیمر تحت فشار خارج میشود.
جهت ثابت ماندن دمای پلیمر مذاب خارج شده از اکسترودر تا هنگام خروج رشتهها از رشته ساز[7]، بویلر طراحی شده است که از طریق روش گردش بخار روغن (termax) با دمای معین قابل تنظیم، این کار انجام میشود.
تولید رشتههای الیاف پلیمری توسط یک پمپ تغذیه[8] و پک رشته ساز انجام میشود. نقش پمپ، تغذیه سیال با دبی ثابت است. در اثر تزریق پلیمر توسط پمپهای ریسندگی و ایجاد یک فشار مناسب، پلیمر از رشتهسازها خارج میشود. رشتههای مذاب پس از خروج از سطح رشته ساز در معرض هوای خنک و مرطوب قرار گرفته و منعقد میگردند. به منظور ایجاد چسبندگی مناسب بین فیلامنتها، بهبود خاصیت آنتی استاتیک و جلوگیری از الکتریسیته ساکن و زیردست بهتر و موثر در عملیات بعدی از فرآیند افزودن روغنهای مخصوصی که این خواص را ایجاد میکنند[9]، استفاده میگردد.
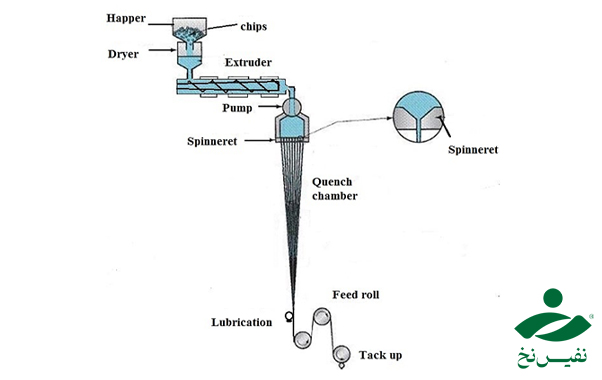
الیاف سپس روی غلتک برداشت، پیچیده میشود. دما و رطوبت نسبی محیط نیز به ترتیب برابر با c ° 3 ± 25 و % 5 ± 70 میباشد. طرحواره فرآیند ریسندگی الیاف پلی استر در شکل زیر نشان داده شده است.
با توجه به اینکه در الیاف نیمهآرایشیافته پلیاستر، زنجیرهای پلیمری، آرایش یافتگی کامل و مناسبی ندارند، این الیاف عموما به طور مستقیم برای تولید منسوجات قابل استفاده نیست، بلکه تحت فرآیندهای بعدی از جمله کشش و حرارت، تبدیل به نخهای مد نظر از جمله FDY, DTY و ATY میگردند.
[6] ذوب ریسی به مفهوم ذوب نمودن پلیمر مورد نظر و عبور مذاب از رشته ساز و کشیدن رشته های تولیدی الیاف میباشد.
[7] رشته ساز( spinneret) صفحه مشبک مخصوصی با منافذ بسیار ریز جهت خروج پلیمر مذاب به شکل رشته های باریک است.
[8] Metering pump
[9] Spin finish
ویژگیهای ساختاری POY
تنشهای برشی و کششی اعمالشده در حین سرد کردن و جمع کردن با سرعت بالا، باعث میشوند زنجیرهای پلیمری تا حدی در راستای محور الیاف جهت گیری نمایند. این جهتگیری (آرایشیافتگی) با ضریب شکست مضاعف (Δn) اندازهگیری میشود که برای POY معمولاً در محدوده 0.04 تا 0.065 است. هرچه سرعت ریسندگی بالاتر باشد، Δn بیشتر است.
برخلاف آرایشیافتگی، سرعت بالای ریسندگی زمان کافی برای رشد کریستالهای بزرگ و منظم و ایجاد بلورینگی بالا را نمیدهد. بنابراین POY عمدتاً دارای ساختار نیمه بلوری با درجه بلورینگی نسبتاً پایین (معمولاً 15-30 %) است. یکی از روشهای بررسی خواص مواد آنالیز حرارتی DSC یا گرماسنجی روبشی تفاضلی[10] است که اطلاعات ارزشمندی را در مورد تغییرات ساختاری ماده مهیا میسازد. مطالعات DSC نشان میدهد POY معمولاً دارای دمای انتقال شیشهای (Tg) حدود 75-80°c، دمای ذوب (Tm) حدود 250-255°c و گرمای ذوب پایین (حدود 20-35 j/gr) است. از نظر ساختاری الیاف POY شامل مناطق بینظم (آمورف) و مناطق کریستالی کوچک و ناقص است. زنجیرهای مولکولی در مناطق آمورف آرایشیافتگی جزئی دارند، ولی در یک شبکه بلوری ثابت قرار نگرفتهاند.
[10] Differential Scanning Calorimetry
عوامل موثر بر درصد کریستالی، آرایشیافتگی و خواص مکانیکی POY
سرعت ریسندگی
مهمترین پارامتر کنترل فرآیند و خواص در الیافPOY سرعت ریسندگی[11] است. با افزایش سرعت، تنش کششی در جهت ریسندگی[12] افزایش مییابد و منجر به آرایشیافتگی مولکولی بیشتر (Δn بالاتر) میشود. Δn تقریباً به صورت خطی با سرعت ریسندگی افزایش مییابد.
بلورینگی الیاف، رابطه پیچیدهتری با سرعت ریسندگی، نسبت به دیگر عوامل موثر دارد. افزایش سرعت تا حدود 3000-3200 m/min، در ابتدا به دلیل افزایش آرایشیافتگی و گرمای اتلافی ناشی از ویسکوزیته، نرخ هستهزایی و رشد کریستالی را افزایش میدهد، اما در سرعتهای بالاتر (مثلاً >3500 m/min)، زمان سرد شدن بسیار کوتاه میشود و فرصت کافی برای تبلور کامل وجود ندارد، بنابراین بلورینگی ممکن است کمی کاهش یابد یا به یک حد ثابت برسد. یک مطالعه نشان داد بلورینگی POY از 18 % در 2500 m/min به 25% در 3000 m/min و سپس به 23% در 3500 m/min رسید. به بیان دیگر، یک سرعت بهینه برای تولید الیاف POY با بیشترین مقداری بلورینگی وجود دارد.
افزایش سرعت منجر به افزایش استحکام، به دلیل آرایش یافتگی بیشتر و کاهش ازدیاد طول تا پارگی به دلیل کاهش قابلیت تغییر شکل بیشتر میشود. در یکی از پژوهش های انجام شده، در سرعت 2800 m/min: استحکام 2.2 gr/min، ازدیاد طول برابر140%؛ در سرعت 3500m/min استحکام برابر با 3 g/den، و ازدیاد طول برابر با 110% مشاهده شد.
[11] Spinning Speed
[12] Spin-line stress
ویسکوزیته ذاتی پلیمر
ویسکوزیته ذاتی[13] (IV) نشاندهنده وزن مولکولی متوسط است.IV بالاتر سبب ویسکوزیته مذاب بالاتر، استحکام رشته مذاب بیشتر، و مقاومت در برابر تغییر شکل بیشتر میگردد که منجر به آرایشیافتگی کمتر در سرعت ریسندگی ثابت، بلورینگی کمتر و ازدیاد طول تا پارگی بالاتر میشود. IV بالاتر معمولاً برای کاربردهایی که نیاز به استحکام بالاتر در محصول نهایی مثل DTY دارند، استفاده میشود، اما فرآیندپذیری POY سختتر میشود. POY با 0.27 IV= استحکام نهایی کمتری نسبت به POY با 0.64 IV= در همان سرعت ریسندگی دارد، اما پتانسیل رسیدن به استحکام بالاتر پس از کشش کامل را داراست.
[13]Quenching Conditions
شرایط سرد کردن
شرایط سرد کردن[14] در این مورد مهم است زیرا سرعت بالاتر جریان هوای سرد و دمای هوای سردتر، سرعت سرد شدن را افزایش میدهد. سرد شدن سریعتر معمولاً منجر به آرایشیافتگی بیشتر در لایههای سطحی رشته و بلورینگی کلی کمتر به دلیل محدودیت زمان میشود. همچنین یکنواختی سرد کردن در مقطع رشته حیاتی است؛ سرد کردن نامتقارن باعث ایجاد ساختار پوست-هسته ناهمگون و مشکلاتی در کشش بعدی میشود. بهینهسازی جریان هوا برای یکنواختی مطلوب است.
Intrinsic Viscosity [14]
دمای مذاب
دمای مذاب[15] بالاتر مثلاً 295°c نسبت به 285°c سبب ویسکوزیته مذاب کمتر، تنش کششی در خط ریسندگی کمتر و در نتیجه آرایشیافتگی کمتر (Δn پایینتر) و بلورینگی کمتر میشود. دمای خیلی بالا میتواند باعث تخریب پلیمر شود.
[15] Melt Temperature
استفاده از اصلاحکنندهها
در استفاده از اصلاحکنندهها[16]ترکیبات هستهزا[17] شامل موادی مانند تالک، بنزوات سدیم یا نانوذرات سیلیکا میتوانند با کاهش انرژی فعالسازی هستهزایی، سرعت تبلور را در حین ریسندگی سریع افزایش دهند. افزودن0.5% وزنی یک نوکلئانت موثر میتواند بلورینگی POY را 8-5% افزایش دهد، که منجر به بهبود پایداری ابعادی و کاهش انقباض حرارتی میگردد. همچنین، کاهشدهندههای ویسکوزیته[18]برای بهبود فرآیندپذیری پلیمرهای با IV بالا استفاده میشوند.
[16] Modifiers
[17] Nucleating agents
[18] Viscosity Reducers
خواص کاربردی POY و اهمیت آن
نخهای POY به دلیل استحکام کششی نسبتا پایین و ازدیاد طول بالا، مستقیما نمیتواند استفاده شود. حال آنکه، این ویژگیها برای استفاده از نخهای POY در مراحل و فرآیندهای بعدی مزیت محسوب میشود. در واقع، مزیت اصلی POY، قابلیت کششپذیری[19] عالی آن در فرآیند بعدی یعنی تکسچره کردن است. در این فرآیند ابتدا POY با سرعت مشخصی معمولاً حدود 600-1000 m/min از روی بوبین باز میشود. سپس در دمایی حدود 80-120°c که کمی بیش از دمای انتقال شیشه ای یا دمای نرم شدن است، قرار میگیرد.
میزان کشش[20] کنترل شده بوده و این میزان حدود 1.5 تا 1.8 برابر مقدار طول اولیه است. این کشش باعث افزایش بیشتر آرایشیافتگی زنجیرهای مولکولی و البته افزایش بلورینگی یا خاصیت کریستالی ساختار داخلی الیاف میشود. در نتیجه استحکام نخ افزایش و ازدیاد طول آن برای استفادههای بعدی کاهش مییابد، که از نظر کاربردی مناسب تر است. همزمان یا بلافاصله بعد از کشش، رشتهها تکسچره[21] میشوند.
فرآیند تکسچره کردن علاوه بر رفع عیب نیمه آرایش یافتگی زنجیرهای پلیمری، سبب میشود که خواص الیاف مصنوعی به خواص الیاف طبیعی نزدیکتر گردد؛ این کار با ایجاد فر و موج، پیچ و تاب، حلقه و سایر تغییرات در ساختار نخ انجام میشود و باعث افزایش حجم، نرمی، عایق حرارتی و قابلیت انتقال رطوبت در نخ میشود. به عبارتی، با استفاده از شرایط خاصی مثل عبور از جت هوا یا ایجاد تاب مجازی در الیاف حالت فر و موج و یا چین خوردگی ایجاد میشود، تا حجمدهی، نرمی و خاصیت کشسانی[22] به نخ داده شود. این محصول نهایی، نخ ATY (نخ تکسچره با جت هوا) و DTY یعنی نخ کشیده شده و تکسچره شده نامیده میشود که ماده اولیه و اصلی برای بافت پارچههای پوشاکی (مثل پیراهن، لباسهای ورزشی، جوراب) و منسوجات خانگی است.
جهت تولید الیاف رنگی و یا الیاف با ویژگی های خاص، چیپس پلی استر با رنگ و یا مواد افزودنی مورد نظر به صورت کاملا یکنواخت ترکیب و سپس مجددا به شکل چیپس رنگی و یا چیپس حاوی آن ماده خاص، تبدیل میگردد، این نوع چیپس به نام مستربچ[23] شناخته میشود. در فرآیند تولید نخ POY میتوان از مواد اولیه یا مستربچهای رنگی، مواد ضدباکتری، مواد ضد آتش و دیگر مواد خاص استفاده کرد و نخهایی با براقیت، رنگ، خواص و نمرات و ویژگیهای متفاوت تولید کرد.
[19] Drawability
[20] Draw Ratio
[21] Texturing
[22] Stretch
[23] Masterbatch
نتیجهگیری
نخ نیمهآرایشیافته پلیاستری (POY) یک پیشمحصول (محصول نیمه آماده) حیاتی و مهندسیشده در صنعت تولید نخ و الیاف مصنوعی است. ساختار نیمهکریستالی و نیمهآرایشیافته آن، حاصل فرآیند ریسندگی مواد پلیمری در حالت مذاب با سرعت بالا (3000-3500 m/min) است. خواص مکانیکی POY (استحکام نسبتا پایین و ازدیاد طول بالا) و ساختار آن بهگونهای است که امکان تبدیل کارآمد آن به نخهای مورد استفاده در فرآیند بافندگی را فراهم میکند. پارامترهای فرآیند تولید POY (سرعت ریسندگی، IV پلیمر، شرایط سرد کردن) بهطور دقیق کنترل میشوند تا تعادل بهینهای بین آرایشیافتگی مولکولی، درجه کریستالی و قابلیت کششپذیری لازم برای مراحل بعدی فرآیند تولید انواع نخ حاصل شود.
پیشرفتها در زمینه بهینهسازی شرایط ریسندگی و استفاده از افزودنیهایی مانند نوکلئانتها، به طور مداوم در حال بهبود کیفیت و کارایی POY هستند. بیش از 70% از تولید جهانی POY پلیاستری به عنوان خوراک واحدهای تولید DTY،FDY یاATY مصرف میشود، که نشاندهنده نقش محوری این نخ در زنجیره تأمین منسوجات جهان است.
منابع و مراجع
- Gupta, V. B., & Kothari, V. K. (Eds.). (2012). Manufactured fibre technology. Springer Science & Business Media.
- Fakirov, S. (2002). Handbook of thermoplastic polyesters.
- Ziabicki, A. (1976). Fundamentals of fibre information: the science of fibre spinning and drawing. London: Wiley.
- Nakajima, T., Kajiwara, K., & McIntyre, J. E. (Eds.). (1994). Advanced fiber spinning technology. Woodhead Publishing.
- Shimizu, J., Okui, N., & Kikutani, T. (1985). High-speed spinning of polyester fibers. In *High-Speed Fiber Spinning* (pp. 173-201). Wiley
- Haberkorn, H., Hahn, K., Breuer, H., Dörrer, H. D., & Matthies, P. (1993). On the structure formation of poly(ethylene terephthalate) during high-speed spinning. *Journal of Applied Polymer Science, 47(9).
- Desai, P., & Abhiraman, A. S. (1985). Quantitative aspects of the development of structure in poly(ethylene terephthalate) during high-speed spinning. *Journal of Polymer Science Part B: Polymer Physics
- Spruiell, J. E. (2005). A review of the measurement and development of crystallinity and its relation to properties in neat poly (phenylene sulfide) and its fiber reinforced composites.
- Gao, Q., Abhiraman, A. S., & Desai, P. (1994). Effect of nucleating agents on crystallization kinetics and structure development in poly(ethylene terephthalate) during high-speed spinning. *Journal of Applied Polymer Science, 52(4)
- He, T., & Zhang, C. (2013). Effect of spinning speed on structure and properties of poly(ethylene terephthalate) partially oriented yarns. *Fibers and Polymers, 14(5)
- Textile World. (2023). *Global Fiber Market Outlook
- https://sootter.com/blog/difference-between-poy-fdy-and-dty-yarns/
- https://www.saludstyle.com/news/dty-drawn-textured-yarn/



{kind=link}
No comment