 فارسی
فارسی English
English Turkish
Turkish
در حین فرآیند تولید نخ و الیاف مصنوعی و یا پس از آن میتوان با انجام عملیات مکانیکی و یا شیمیایی و نیز تلفیق این روشها، ظاهر، ویژگیهای فیزیکی، مکانیکی و یا شیمیایی را تغییر داد و خواص کاربردی ویژهای به آنها بخشید. هدف از فرآیند تکسچرایزینگ تغییر ظاهر و خواص الیاف صاف و مستقیم نخهای فیلامنتی از طریق ایجاد فر و موج و یا تجعد در فیلامنتها است، این اقدامات در جهت شبیه کردن الیاف مصنوعی به الیاف کوتاه طبیعی، افزایش حجم، عایق سازی گرمایی، قابلیت پوشش بیشتر و بهتر، نرمی و زیردست مطلوب تر، پرکنندگی و نیز قابلیت انتقال رطوبت است . امروزه سه روش تکسچرایزینگ با جت هوا [1] (ATY)، محفظه تراکمی و تکسچرایزینگ با روش تاب مجازی [2] (DTY)، عمدهترین روشهای به کارگرفته در صنعت تکسچرایزینگ هستند. در ادامه به معرفی نخ ATY، روش تولید، خواص و کاربردهای آن پرداخته شده است.
فرآیند تکسچره کردن با جت هوا (اعمال فشار هوا در حدود 10 الی 15 بار) یک روش کاملاً مکانیکی است. در واقع حلقه [3] هایی که طی فرآیند تسکچرایزینگ با جت هوا روی سطح نخ فیلامنتی تشکیل میشوند، حس و ظاهر منحصر به فردی به آن میدهد. همچنین در این روش نخهای تغذیه شده به نخهای فیلامنتی بشر-ساخت محدود نمیشوند. به عبارت دیگر این روش به خاصیت ترموپلاستیکی نخ وابسته نیست و اصطکاک حاصل از درگیری بین حلقه ها ثبات مورد نیاز را فراهم میکند. بنابراین، این روش میتواند برای هر نخ فیلامنتی از جمله الیاف طبیعی، ویسکوز، استات، الیاف شیشه و همچنین نایلون، پلی استر و پلی پروپیلن به کار رود.
خهای تولیدی با روش جت هوا، حجیم بوده و خاصیت فنریت ندارند. این نخها میتواند شامل الیاف میکرو چند رشته ای و نمره از حدود 100 تا 3000 دنیر داشته باشد. با ارائه این روش، تولید بسیاری از نخهای فانتزی امکان پذیر شده است. در این مطلب از سایت نفیس نخ همراه ما باشید تا به بررسی و معرفی و خواص نخهای تکسچره شده با جت هوا یا نخ ATY بپردازیم.
[1] – Air textured yarn
[2] – Loop
Draw textured yarn – [3]
فهرست مطالب
فرآیند تولید نخ ATY
ناحیه کشش
ناحیه تکسچرایزینگ
جعبه جت
سیستم مرطوب کردن نخ
جت تکسچره هوا
ناحیه تثبیت مکانیکی (سرد)
تثبیت گرم
پیچش
مراجع
کاربرد انواع نخ ATY
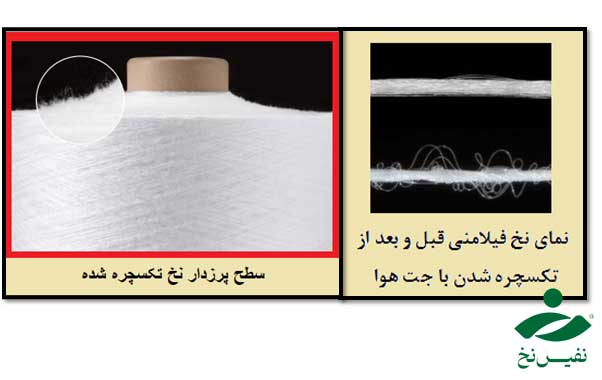
در شکل 1 نمایی از نخ فیلامنت قبل و بعد از تکسچره شدن با جت هوا و نیز سطح پرزدار نخ تولید شده نشان داده شده است.
فرآیند تولید نخ ATY
در شکل 2 طرحواره فرآیند تولید نخ ATY نشان داده شده است.
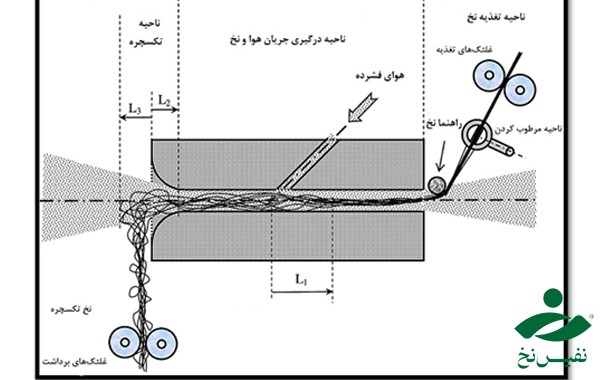
نخهایی که به دستگاه تکسچرایزینگ تغذیه میشوند، تحت عنوان نخهای مغزی[4] و پوسته[5] هستند. همانگونه که در شکل 2 نیز مشخص است فرآیند تولید نخ ATY دارای چهار مرحله اصلی میباشد که شامل کشش، تکسچرایزینگ، تثبیت ( شامل تثبیت مکانیکی[6] (سرد)- تثبیت حرارتی[7]) و در نهایت پیچش است.
[4] – Core
[5] – Effect
[6] – Mechanical stabilization
[7] – Heat-setting
ناحیه کشش
درمرحله اول، اگر نخ نیاز به کشش داشته باشد، توسط گودتهای کششی گرم و قبل از ورود به مرحله تکسچرایزینگ کشیده میشود (به ویژه در ارتباط با نخهای [8]POY پلی استر).
[8] POY یا نخ نیمهآرایشیافته پلیاستری
برای آشنایی بیشتر با نخ POY کلیک کنید
ناحیه تکسچرایزینگ
ناحیه تکسچرایزینگ شامل موارد زیر است:
جعبه جت
بعد از مرحله کشش، نخ وارد ناحیه تکسچرایزینگ میشود. این ناحیه از یک جعبه تکسچرایزینگ تشکیل میشود. هم جت هوا و هم دستگاه آبپاش در این جعبه[9] قرار دارند. در این جعبه ابتدا نخ توسط آب خیس شده سپس وارد جت هوا شده و تکسچره میشود. در این مرحله تغذیه اضافه [10] صورت میگیرد، به این معنا که سرعت تغذیه نخ در این ناحیه بیشتر از سرعت خروجی نخ میباشد. نحوه تغییر فرم به این صورت است که تغذیه اضافه در معرض جت هوا باعث جابه جایی فیلامنتها در جهت محور نخ میشود.
این جابه جایی در اثر جریان متلاطم و هوای تحت فشار ، منجر به تشکیل حلقههای سطحی میشود. جریان متلاطم هوا فیلامنتها را از یکدیگر جدا کرده و به ارتعاش واداشته و درنتیجه حلقههایی به صورت تصادفی و نایکنواخت در طول نخ شکل میگیرد.
[9]- Jet box
[10]- Yarn wetting system
سیستم مرطوب کردن نخ
در سیستم مرطوب کردن نخ [11] بیشتر دستگاههای تکسچرایزینگ جت هوا از یک دستگاه آبپاش قبل از جت هوا استفاده میکنند. به منظور تشکیل حلقه و به بیان دیگر انجام فرآیند تکسچرایزینگ، لازم است فیلامنتها نسبت به یکدیگر با سرعتهای متفاوت حرکت کنند. هر چه اصطکاک بین این فیلامنتها کمتر باشد، امکان سر خوردن و جابه جایی فیلامنتها نسبت به یکدیگر راحتتر صورت گرفته و در نتیجه فرایند تکسچرایزینگ به طور بهینه و در سرعتهای بالاتر قابل انجام است. این کاهش اصطکاک از طریق مرطوب کردن نخ ها انجام میشود.
کیفیت آب در انجام فرآیند و کارکرد صحیح سازوکار پاشش آب بسیار مهم است، بنابراین بایستی سختی آب گرفته شده باشد. همچنین در صورت استفاده از جتهای فلزی، لازم است آب تصفیه شود تا مواد معدنی و املاح آن تا جایی که امکان دارد حذف گردد تا احتمال خوردگی جت ها کاهش یابد.
[Overfeed – [11
جت تکسچره هوا
جت تکسچره هوا [12] قلب فرآیند است. مهمترین نکته انتخاب صحیح جت با توجه به کاربرد نهایی و ویژگیهای نخی که قرار است تولید شود، است. به طور کلی، دو نوع جت تکسچرایزینگ وجود دارد: محوری و شعاعی. تصویر این دو نوع جت در شکل 3 آورده شده است. جت محوری[13] اولین نوع جتی بود که برای تکسچرایزینگ به روش جت هوا، توسط شرکت DuPont با استفاده از علامت تجاری Taslan ® تولید شد. اصول کارکردی جت در طول زمان ثابت بوده، اما پیشرفتهای جزئی زیادی در آن صورت گرفته است. نوع دوم، یعنی جت شعاعی[14] ، در ابتدا در چکسلواکی سابق با نام Mirlan توسعه داده شد، اما از سال 1977 توسط هبرلین[15] تولید میشود.
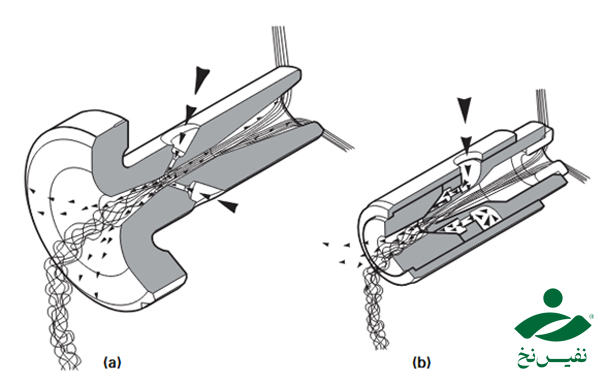
شکل3: جت شعاعی (a)، جت محوری (b) [1]
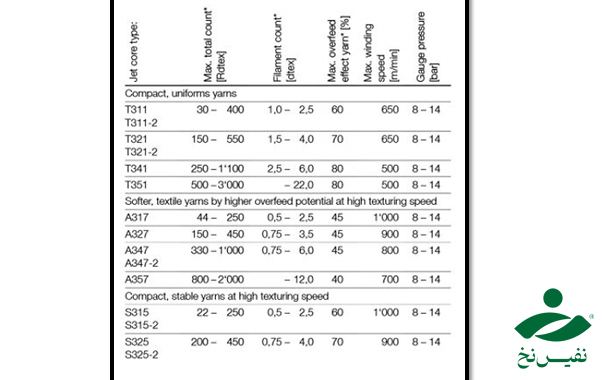
همانطور که اشاره شد در تولید نخهای تکسچره واحد جت هوا دارای اهمیت ویژهای بوده و در انواع و یا سریهای مختلفی بنا به نخ مورد نیاز تولید و عرضه میگردد. برخی از جتهای مورد استفاده بر اساس میزان تغذیه اضافه و یا نوع نخ تولیدی در جدول 1 نشان داده شده است. در ادامه سریهای S, D, A, T که هر کدام دارای قابلیت و یا کاربری خاصی میباشد بیان شده است.
- سری S، در نخهای با مقدار تغذیه اضافه بالا و مصارف حلقوی پودی
- سری D، در نخهای کامپکت با تغذیه اضافه متفاوت
- سری A ، در نخهای ظریف و کامپکت
- سری T ، در نخ کامپکت که سرعت تولید آنها پایین است.
جدول 1 مشخصات برخی از مدلهای جتهای سری T ، S و A آورده شده است.
[12] – Air-texturing jet
[13] – axial
[14] – Heberlein
Radial – [15]
ناحیه تثبیت مکانیکی (سرد)
در این قسمت در اثر اعمال کشش بسیار کم، درگیری فیلامنتها بیشتر شده و اندازه حلقهها کوچکتر میشود. بعد از این تثبیت، حلقههای نسبتا بزرگ همچنان در نخ وجود دارد که در نخهای ظریف مطلوب نیست. در ادامه به کمک تثبیت حرارتی این عیب برطرف میشود.
تثبیت گرم
هدف از تثبیت گرم استانداردسازی میزان جمع شدگی [16] است. نقش هیتر یکنواخت کردن حلقهها (لوپها) میباشد. بسته به میزان جمع شدگی موردنیاز تغذیه اضافه و حرارت تنظیم میشود. به کمک تثبیت گرم و سرد میتوان حلقههای بزرگ را به حلقههای کوچکتر و یکنواختتر تبدیل کرد.
[16] – Shrinkage
پیچش
نخها در محله آخر روغن زنی شده و دور بوبین پیچیده میشوند. علت استفاده از روغن این است که استفاده از نخ در حین بافندگی با راندمان بیشتری انجام شود. این کار باعث کاهش اصطکاک موجود بین نخ و اجزای فلزی دستگاه میشود. درشکل 4 تصاویری از ماشین تکسچرایزینگ جت هوا آورده شده است. یکی از قابلیتهای دستگاه ATY این است که هر پوزیشن از دستگاه میتواند دارای ستینگ جدا باشد.

کاربرد انواع نخ ATY
این نخها به عنوان تارو پود و خاب فرش، (حلقوی پودی)، پود مجازی در فرش لوپ، تریکویی، پتوهای مسافرتی، پرده های فانتزی، روکش صندلی، چادرهای مسافرتی، شلنگ ها و… کاربرد دارند. شرکت نفیس نخ توانایی تولید نخ ATY در محدوده نمره 300 تا 3000 دنیر به صورت رنگی، ملانژ، فانتزی و… را دارد.
- در محدوده نمرات 500 تا 600 دنیر برای مصارف پود پرده زبرا، پرده شید و لباسی (گردبافی) کاربرد دارد.
- نخ 830 دنیر تریکویی که حلقوی پودی هستند و برای پارچههای لباسی کاربرد دارند.
- نخهای 800 تا 1600 دنیر در خاب فرش، تار و پود فرش، ریشه فرش، روکش صندلی خودرو، تاروپود پرده پارچهای کلاسیک، پرده زبرا، پرده گونی بافی، تار و پود پارچه رومبلی استفاده میشوند.
- نمرات 2000 تا 2500 دنیر بیشتر مصارف صنعتی (فیلتر، تسمه و …) دارند.
- بیشترین مصرف نخهای ATY به صورت تابیده است که در خاب و چله فرش بسیار کاربرد دارد.
مراجع
- Hearle, J. W., Hollick, L., & Wilson, D. K. (Eds.). (2001). Yarn texturing technology.
- https://www.heberlein.com/en/product/hemajet-lb06/?section=section-techdata
- https://hywell.com.cn/Ar_index_gci_51.html
- https://zchtc.com/product_detail-1330.html
- توانایی، حسین (1386)، تکسچرایزینگ، اصفهان: نشر ارکان.



{kind=link}
No comment