 فارسی
فارسی English
English Turkish
Turkish
منسوجات مختلف در فرآیندهای مختلف تولید و تکمیل از جمله فرآیند تولید و ذوبریسی الیاف مصنوعی، کشش و تکسچره کردن، مراحل تبدیل الیاف مختلف به نخ، تابندگی و چند لاکنی، آمادهسازی و بافندگی منسوجات و نیز در مراحل رنگرزی، چاپ و تکمیل و حتی کاربرد نهایی، تحت تنشهای مختلف کششی، فشاری، خمشی قرار میگیرند. بر اساس اصول و قوانین طبیعی فیزیک، این تنشها که به صورت تنشهای باقیمانده از مراحل مختلف هستند، تمایل به رهایش داشته تا به کمترین سطح انرژی خود برسد. این پدیده که در اثر شرایط مختلف از جمله گذر زمان، اعمال نیرو، بخار آب و یا حرارت خشک، امکان رخداد دارد، منجر به رهایش تنشها، تغییر ابعاد و شکل منسوجات شده و در برخی موارد ظاهر، فرم و یا خواص منسوج را نامطلوب مینماید.
برای کاهش تغییرات ابعادی و ساختاری منسوجات، فرآیندی به نام تثبیت انجام میشود. این عملیات روی منسوجات مختلف، بسته به نوع، ساختار و ویژگیهای ذاتی و یا ساختاری، متفاوت بوده و با روشهای مختلفی انجام میشود. متداولترین شیوه برای تثبیت منسوجات، استفاده از حرارت به شکل بخار داغ و یا حرارت خشک است، که به تثبیت حرارتی[1] منسوجات موسوم است.
به طور کلی مواد پلیمری از جمله منسوجات از نظر عکس العمل ساختاری در مقابل حرارت، به دو دسته پلیمرهای ترموست و ترموپلاستیک تقسیم میشوند. اغلب الیاف طبیعی از جمله پشم و پنبه، در دسته الیاف ترموست هستند، که در اثر افزایش حرارت، بدون ذوب شدن شروع به تخریب و متلاشی شدن میکنند. در مقابل، اغلب الیاف مصنوعی از جمله پلی استر، در اثر اعمال حرارت ابتدا شروع به نرم شدن کرده، سپس در اثر افزایش بیشتر دما، به مرحلهی بحرانی شکستن پیوندهای بینزنجیرها و لیزخوردن زنجیرهای مولکولی روی یکدیگر رسیده و در نهایت ذوب میشوند.
در پارچهها، بهتر است عملیات تثبیت حرارتی قبل از هرگونه فرآیند گرم و مرطوب انجام شود تا از پیچخوردگی حاشیه پارچه و تغییر رنگ و ایجاد لکه و رگه در حین رنگرزی جلوگیری شود. تثبیت حرارتی را میتوان قبل یا بعد از شستشو، سفیدگری یا رنگرزی پارچه انجام داد. با این حال، برخی از منسوجات، از جمله منسوجات سفید، ممکن است در معرض دمای بالا در فرآیند تثبیت حرارتی، زرد شوند. این امر به ویژه در مورد پارچههای شستشو نشده و دارای روغنها و واکسهای طبیعی و یا روغنهای ریسندگی صادق است. در این مقاله از نفیس نخ همراه ما باشید تا به بررسی کامل تثبیت حرارتی منسوجات علل و سازوکار بپردازیم.
[1] Heat-setting
ساز و کار تثبیت حرارتی منسوجات طبیعی (ترموست)
مهمترین منسوجات طبیعی متداول، مانند الیاف پشم در دسته الیاف پروتئینی، و پنبه در دسته الیاف سلولزی، آبدوستی بالایی داشته و در اثر جذب آب، پیوندهای درون زنجیری و بین زنجیری آنها که عمدتا از نوع پیوندهای هیدروژنی و یا یونی هستند، شکسته شده و در صورت اعمال تنش و یا کشش، و سپس حذف آب، پیوندها در محلهای جدید تشکیل میشوند. به همین دلیل تثبیت این منسوجات معمولا به کمک آب داغ و یا بخار آب و سپس خشک کردن آن انجام میشود. به عنوان مثال، کالای پشمی تحت عملیات تکمیلی با آب داغ و یا بخار آب (عملیات کرابینگ[2] و یا دکاتایزینگ[3] ) تثبیت ابعادی میشود. این فرآیندها سبب کاهش تغییرات شکل و ابعاد منسوج، در عملیات بعدی و یا در حین استفاده میشود.
[2] Crabbing
[3] Decatizing
ساز و کار تثبیت حرارتی الیاف و منسوجات ترموپلاستیک
اغلب الیاف مصنوعی در ساختار زنجیرههای مولکولی، دارای مناطقی بی نظم یا آمورف و نیز مناطقی بلوری و منظم هستند. دو پارامتر مهم در منسوجات ترموپلاستیک دمای انتقال شیشهای و نیز دمای ذوب است:
دمای انتقال شیشهای
نقطه ذوب
- دمای انتقال شیشهای: درجه حرارتی است که تا رسیدن به آن الیاف رفتاری سخت مانند شیشه دارند و پس از آن به شکل انعطافپذیر و نرم تبدیل میشوند. دمای انتقال شیشهای با نماد Tg نشان داده میشود. محدوده این دما برای اغلب منسوجات بین 60 تا 200 درجه سانتی گراد است که میتواند با اعمال حرارت و کشش اندکی تغییر نماید. این دما نشاندهنده دمایی است که در آن حرکت مولکولی در نواحی آمورف پلیمر شروع و منجر به شل یا نرم شدن الیاف میشود و از این رو انجام برخی فرآیندها از جمله رنگرزی فقط میتواند بالاتر از این دما انجام شود. به عنوان مثال دمای Tg برای پلیاستر حدود 70 درجه و برای نایلون 66 حدود 60 درجه سانتیگراد است.
- نقطه ذوب: در این دما، پیوندهایی که مولکولها را در نواحی کریستالی نگه میدارند، توسط انرژی گرمایی شروع به شکسته شدن کرده و زنجیرههای مولکولی روی هم شروع به لغزیدن میکنند، و به عبارتی پلیمر ذوب میشود. به عنوان مثال دماهای ذوب الیاف پلی استر حدود 250 تا 270 درجه، الیاف پلیآمید 6 حدود 215 تا 230 درجه، و پلیآمید 66 حدود 255 تا 270 درجه سانتیگراد است.
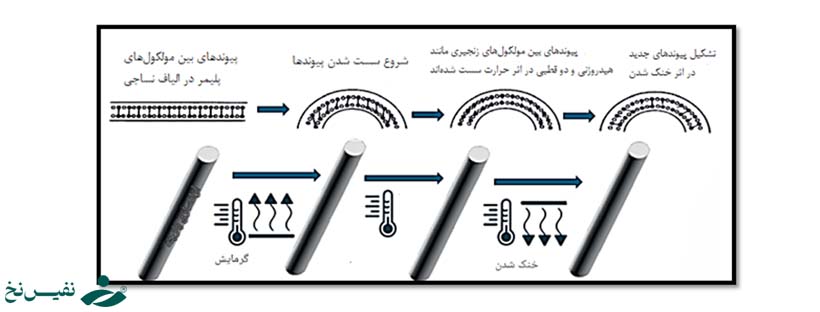
در تثبیت حرارتی، با قرار گرفتن منسوج در دمای انتقال شیشهای، پیوندهای بین زنجیرهای مانند پیوندهای هیدروژنی و دوقطبی شروع به سست شدن کرده و با نگهداشتن در این دما، پیوندها میشکنند. پیوندهای بین مولکولهای زنجیرهای در موقعیتهای جدید و بدون تنش قرار میگیرند، که در اثر خنک شدن در این موقعیتها تثبیت میشوند. در شکل 1 سازوکار تثبیت حرارتی قابل مشاهده است.
کل فرآیند تثبیت حرارتی وابسته به زمان است، زیرا برای حرکت مولکولها زمان لازم است تا در ابتدا خود را در یک راستا قرار دهند و سپس بلوری شوند. تثبیت حرارتی در دماهای بسیار پایینتر از آنچه در عمل استفاده میشود نیز، امکانپذیر است. اما اگر از دماهای پایین برای تثبیت استفاده شود، ساختار زنجیرههای الیاف فقط تا دمای تثبیت حرارتی، تثبیت میشوند و به محض اینکه دما از این حد فراتر رود، انقباض شدید در الیاف رخ میدهد. علاوه بر این، سرعت تبلور با کاهش دما کاهش مییابد و تثبیت حرارتی فرآیندی طولانیتر خواهد بود.
حرارت وارد شده به مواد پلیمری موجب افزایش تحرک زنجیرههای مولکولی شده و به همین دلیل رفتار کلی پلیمر را دچار تغییر میکند. در بسیاری از فرآیندهای تولید الیاف و انواع نخ، ترکیب حرارت و کشش دو عامل مهم و تأثیرگذار به شمار میآیند.
حرارت باعث افزایش تحرک زنجیرههای پلیمری میشود و این امر مستقیماً روند تشکیل بلورهای داخل ساختار الیاف را تحت تأثیر قرار میدهد. با تغییر در مقدار و شکل این بلورها، خواص مکانیکی و توانایی جذب رنگ الیاف نیز دچار تغییر میگردد. بنابراین، تغییرات دمایی در طول فرآیند تولید الیاف و نخ به صورت واضحی تأثیرگذار است و اهمیت کنترل دقیق دما در این مراحل را دوچندان میکند.
بررسی تاثیر دمای عملیات حرارتی به همراه اعمال کشش بر استحکام الیاف پلیاستر نشان میدهد اعمال کشش توام با عملیات حرارتی، استحکام الیاف را افزایش میدهد. این افزایش استحکام دارای حد بهینه است و پس از آن به سبب اثر منفی بر مناطق بلوری، روند کاهشی در استحکام الیاف مشاهده میشود. تایید این مطلب را میتوان با توجه به رفتار رنگپذیری الیاف نیز بررسی نمود. از آنجا که جذب رنگ در نواحی آمورف اتفاق میافتد، افزایش جذب رنگ به معنای کاهش نواحی بلوری است و ارتباط معکوس بین میزان نواحی بلوری و جذب رنگ وجود دارد. بررسی اثر حرارت بر جمعشوندگی الیاف تائیدی بر این نکته است که تشکیل نواحی بلوری باعث تقلیل طول حرارتی شده که در نهایت منجر به ایجاد روند افزایشی در رفتار جمعشوندگی بر حسب درجه حرارت میگردد. در مقاله بعدی، روشهای مختلف تثبیت حرارتی بررسی خواهد شد.
نتیجهگیری
تثبیت حرارتی منسوجات، به ویژه منسوجات ترموپلاستیک از طریق کشش در دمایی کمتر از دمای ذوب و بالاتر از دمای انتقال شیشهای انجام میشود. این فرآیند با ایجاد تغییرات ساختاری در زنجیرههای مولکولی و افزایش درصد بلورینگی، ثبات ابعادی، کاهش چین و چروک و بهبود خواص سطحی و کاربردی پارچه را به دنبال دارد. بهبود خواص مکانیکی مانند استحکام و پایداری ابعادی در نتیجه تغییرات در میزان نواحی کریستال و آمورف و تقویت پیوندهای بین زنجیرهای مولکولی اتفاق میافتد و با تثبیت در دمای مناسب، از بازگشت شکل در فرآیندهای بعدی تولید و تکمیل یا استفاده نهایی نیز جلوگیری میشود.
همچنین انتخاب روشها و شرایط تثبیت باید با نوع پلیمر مثلاً پلی استر و ویژگیهای فرآیندی مانند رطوبت و فشار همراه باشد تا از ایجاد لکه، تغییر رنگ یا زردی جلوگیری کند. بهطور خاص، کنترل دقیق دمای تثبیت، مدت زمان کشش و نرخ سردسازی کلید دستیابی به ثبات ابعادی است. توجه به ساختار و ویژگیهای منسوج از جمله نوع منسوج، نمره و ظرافت الیاف، پارچه و منسوج، و شیوه اعمال حرارت و بهینهسازی ترکیبی از کشش، دما و زمان میتواند به دستیابی به ثبات ابعادی بالا، و شرایط پایدارتری در برابر تغییر شکل منجر شود.
منابع
- Godovsky, Yuli K. Thermophysical properties of polymers. Springer Science & Business Media, 2012.
- Seymour, Raymond B., and Charles E. Carraher Jr. “Thermal properties of polymers.” Structure—Property Relationships in Polymers. Boston, MA: Springer US, 1984. 83-93.
- Gupta, V. B. “Heat setting.” Journal of applied polymer science 83.3 (2002): 586-609.
- Jankoska, Maja, and Goran Demboski. “Influence of structure variation and finishing on woven fabric thermal properties.” Fibres & Textiles in Eastern Europe 1 (127 (2018): 120-125.
- Islam, Shariful. “Attaining optimum strength of cotton-spandex woven fabric by apposite heat-setting temperature.” Journal of The Institution of Engineers (India): Series C 100.4 (2019): 601-606.
- Karaca, Esra, et al. “Effects of fiber cross sectional shape and weave pattern on thermal comfort properties of polyester woven fabrics.” Fibres & Textiles in Eastern Europe 3 (92 (2012): 67-72.
- Jevšnik, Simona, et al. “Applying heat for joining textile materials.” Joining technologies. IntechOpen, 2016.
- Kopitar, Dragana, Zenun Skenderi, and Budimir Mijović. “Study on the Inuence of Calendaring Process on Thermal Resistance of Polypropylene Nonwoven Fabric Structure.” Journal of fiber bioengineering and informatics 7.1 (2014): 1-11.
- Yang, Tao, et al. “Theoretical and experimental studies on thermal properties of polyester nonwoven fibrous material.” Materials 13.12 (2020): 2882.
- Horrocks, A. R., & Anand, S. C. (Eds.). (2000). Handbook of technical textiles. Elsevier.
- https://textilelearner.net/methods-of-heat-setting-in-textile-industry/
- https://www.slideshare.net/slideshow/heat-setting-by-ta/72827675



{kind=link}
No comment