 فارسی
فارسی English
English Turkish
Turkish
فرآیند تابندگی یا tfy یکی از مراحل تکمیلی حیاتی در تولید نخهای فیلامنتی پلیاستر جهت بهبود خواص فیزیکی و مکانیکی است که آنها را برای استفاده در کاربردهای مختلف در صنایع نساجی و پوشاک مناسب میسازد. این مقاله به نحوه تولید نخ تابیده و اثرات تاب بر روی خواص نخ پرداخته و ارتباط میان میزان تاب و ویژگیهای نهایی نخ را بر اساس کاربرد مشخص میسازد. در طیف گستردهای از صنایع از جمله تولید نخهای فرشی، پارچههای پردهای، روتختی، رومبلی، پوشاک زنانه، شال و روسری، پارچههای چادری، کرپ، شبهفاستونی، نخهای مخصوص دوخت از نخهای تابیده استفاده میشود.
نخهای فیلامنتی پلی استر به دلیل استحکام بالا، مقاومت در برابر سایش و ثبات ابعادی عالی، جایگاه ویژهای در صنایع نساجی دارند . با این حال، بسیاری از کاربردهای صنعتی نیازمند بهبود خواصی مانند افزایش استحکام، ایستایی و غیره هستند. فرآیند تابندگی به عنوان یک مرحله کلیدی پس از تولید، با اعمال پیچش به نخ، امکان دستیابی به این خواص را فراهم می کند. این فرآیند میتواند بر روی انواع مختلف نخهای پلیاستر بریده بریده[1] و یا فیلامنتی، از جمله FDY، DTY و ATY اجرا شود که هرکدام ویژگیهای منحصر به فردی دارند. در این سری از مقالات شرکت نفیس نخ همراه ما باشید تا به بررسی کامل نخهای تابیده (TFY) بپردازیم.
[1] staple
فهرست منابع
روشهای مختلف تابدادن نخهای فیلامنتی
تاب و انواع آن
تاب[2] به تعداد پیچشهایی اطلاق میشود که حول محور طولی به یک نخ یا رشته اعمال میشود. این کمیت معمولاً بر حسب تعداد تاب در متر[3] (TPM) یا تعداد تاب در اینچ[4](TPI) اندازهگیری میشود. همچنین به منظور مقایسه میزان تاب نخهای با ظرافتهای مختلف از فاکتور تاب[5] استفاده میشود. فرمول عمومی فاکتور تاب در ادامه آورده شده است.
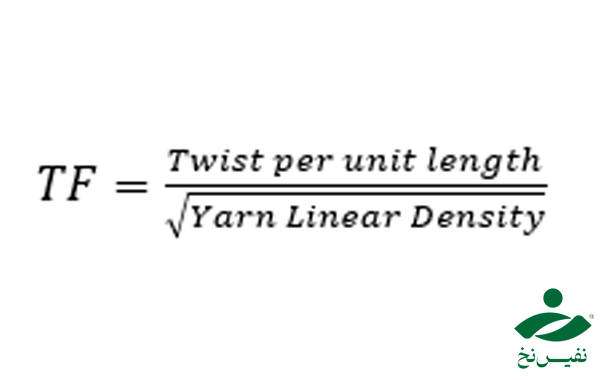
بر اساس نوع سیستم تعیین و گزارش چگالی خطی (نمره نخ)، ضرایب تغییر میکند. نخ تابیده بسته به جهت تاب به دو کلاس طبقهبندی میشود. جهت پیچش را میتوان با نگهداشتن نخ در حالت عمودی مشاهدهکرد.
تاب S: جهت پیچش نخ به صورت مخالف حرکت عقربههای ساعت است.
تاب Z: جهت پیچش نخ به صورت موافق حرکت عقربههای ساعت است.

[2] twist
[3] Turns Per Meter
Turns Per inch [4]
[5] Twist Factor (TF)
عملیات تابندگی
به طور کلی چنانچه یک سر رشته نخ ثابت نگه داشته شود و سر دیگر آن حول محور نخ پیچیده شود، عملیات تابندگی صورت گرفته است. در سامانه ریسندگی الیاف بریده بریده[6]، تاب برای تبدیل الیاف به نخ ضروری است. پیش از آنکه عملیات پیچش روی نخ انجام شود، الیاف بهصورت آزاد و بدون اعمال تنش در قالب یک نوار الیافی در کنار یکدیگر قرار میگیرند. با اعمال تاب در امتداد محور نخ، الیاف خارجی تحت تأثیر نیروی اصطکاک به سمت درون فشرده میشوند و در نتیجه، ساختاری منسجم و یکنواخت شکل میگیرد.
در نخهای فیلامنتی و چندلا، فرآیند تابدهی موجب فشردگی ساختار نخ میشود که در نتیجه آن، نخ در برابر نیروهای خارجی مقاومت بیشتری پیدا کرده و کمتر آسیب میبیند. علاوه بر این، پیچش نخ باعث ایجاد تغییراتی در فرم ظاهری آن شده و جلوههای فانتزی و خاصی را ایجاد میکند. جهت و میزان تاب نه تنها بر ظاهر و زیردست پارچه تأثیر دارد، بلکه نقش مهمی در ویژگیهای بنیادی آن مثل استحکام، ازدیاد طول ایفا میکند. با اعمال تاب، ساختار داخلی و همچنین خواص فیزیکی و مکانیکی الیاف نیز دستخوش تغییر میشود.
[6] Short Staple Spinning
روشهای مختلف تابدادن نخهای فیلامنتی
روش های متعددی برای تاب دادن نخ های پلی استر وجود دارد:
سیستم تابندگی رینگ (Ring Twisting): عمل تاب در این ماشینها با سیستم عینكی (رینگ) و شیطانك انجام میشود. یک روش سنتی و همه منظوره که برای تولید نخ های با تاب زیاد و نخ های دو لا مناسب است. اما سرعت آن نسبتاً پایین است.
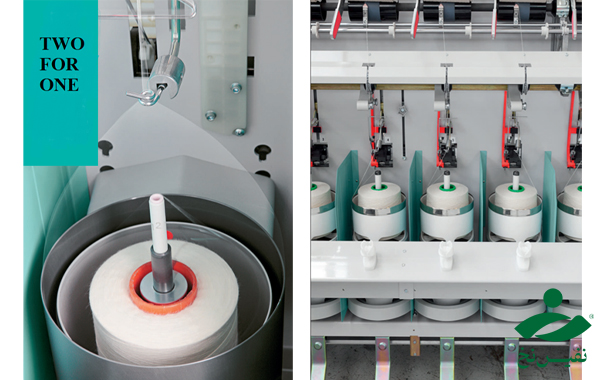
تابندگی تو فور وان (Two-for-One Twisting – TFO): ماشین TFO از عبارت Two For One گرفته شدهاست، به این معنا که به ازای یک بار پیچش اسپیندل، دو تاب در نخ ایجاد میشود، یک تاب در اثر باز شدن نخ و رفتن به داخل اسپیندل و تاب دیگر در اثر پیچش اسپیندل است. یک روش پربازده و پرسرعت که امکان تابیدن دو نخ را به ازای هر چرخش سپیندر فراهم می کند. با بهرهگیری از فناوریهای پیشرفته در سالن تاب، این امکان فراهم شده تا تولید نخهایی با تاب، نمره و وزنهای مختلف بهصورت دقیق و با توجه به نیاز و مشخصات درخواستی مشتری انجام گیرد. دستگاههای مختلف تابندگی در مجموعه نفیس نخ قادر هستند انواع نخ مانند DTY، FDY، ITY و ATY را به صورت تکلا یا چندلا تابیده و تولید نمایند.
برای اطلاع از نخ ATY کلیک کنید
نحوه کار ماشین TFO
مسیر عبور نخ در TFO به صورت زیر است:
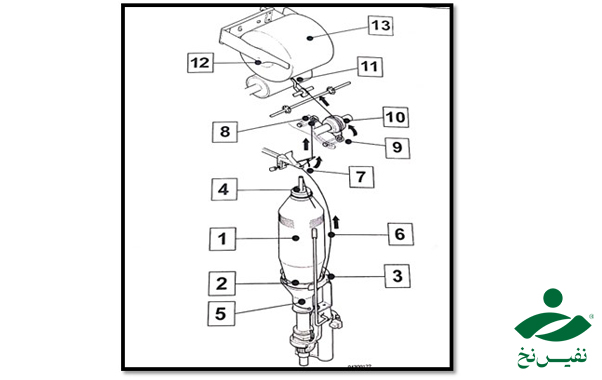
کوپسها (1) در قسمت پلتفرم اسپیندل[7] (2) قرار میگیرند که توسط مگنت (3) نگه داری میشود. نخ از روی کوپس باز شده و از تنشنر (4) و اسپیندل (5) عبور میکند و بالن (6) را تشکیل میدهد و از داخل راهنما بالن (7) عبور میکند و سپس از راهنمای ثابت (8) و راهنمای قابل تنظیم (9) و تغذیه اضافه (10) میگذرد و توسط راهنمای برداشت (11) روی بوبین (12) پیچیده شده و بسته بوبین (13) ایجاد میشود.
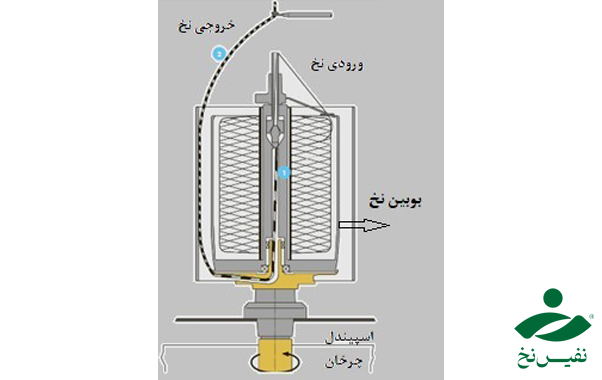
در سیستم TFO نخ از روی بوبین نخ برداشته شده و وارد یک تنشنر[8] در بالای بوبین میشود. هدف از وجود تنشنرکنترل حرکت صحیح بالن نخ است. برای این کار، در داخل تنشنر برحسب نوع نخ، تعدادی ساچمه فلزی قرار داده میشود.
هنگامیکه نخ راهنمای سرامیکی زیر بوبین را ترک میکند، یک چرخش حلقوی خمیده انجام میدهد تا یک بالن نخ تشکیل شود. نخ پس از تاب دهی وارد یک غلتک پیش برداشتشده و پس از عبور از راهنمای تراورس به دور بوبین پیچیده میشود.
بهمنظور تعیین تاب در متر از سیستم دنده تاب استفاده میشود، که برحسب میزان تاب درخواستی و جهت تاب (تاب Z و یا S) مطابق با جدول مخصوص هر ماشین، انتخاب و تنظیم میشوند. درواقع با تغییر دنده تاب میتوان تاب را تغییر داد. تاب اول از ناحیه تنشنر تا سرامیک اسپیندل (ناحیه شماره 1 در شکل زیر) و تاب دوم در ناحیه تشکیل بالن تا راهنمای بالن (ناحیه شماره 2 شکل زیر) تشکیل میشود؛ در واقع یک جابهجایی زاویهای 360 درجه انجام میشود.
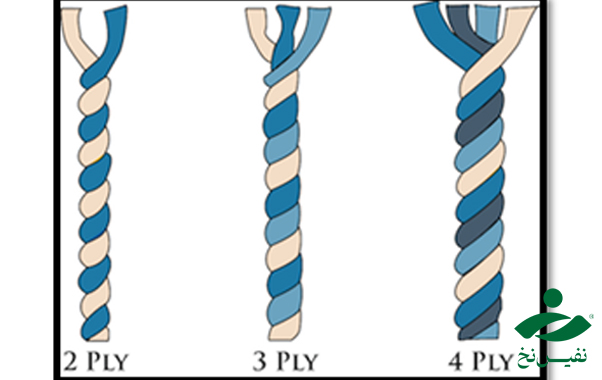
نخهای مورد استفاده میتوانند به صورت تک لا تابیده شده و یا درصورت نیاز، ابتدا چندلا شده و سپس تابیده شود. در شکل زیر طرحوارهای از نخهای چندلاتابی شده مشاهده میشود.
[7] spindle platform
[8] tensioner
اثرات تابندگی
تاب بر عوامل زیر تأثیر میگذارد:
استحکام نخ: اگر تاب نخ افزایشیابد، استحکام نخ افزایش مییابد. تاب دارای مقدار بهینه است که نباید بیشتر از آن شود؛ درغیراین صورت استحکام نخ کاهش مییابد. مقدار تاب بهینه به نمره نخ و مواد اولیه بستگی دارد. تا زمانی که الزامات نخ برآورده شود، تاب کمتر ترجیح داده میشود، زیرا افزایش تاب سبب زیردست سفت میشود.
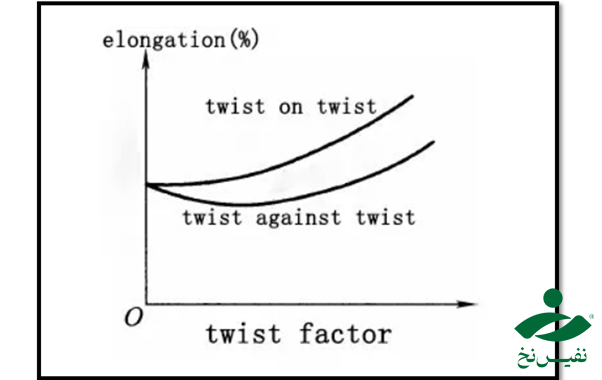
ازدیادطول تا حد پارگی: هنگامی که اجزا نخ چندلا در جهات مخالف تابیده میشوند، ازدیاد طول، کمی کاهش مییابد، زیرا دامنه پیچش الیاف خارجی کاهش مییابد. با افزایش ضریب پیچش، دامنه پیچش الیاف خارجی شروع به افزایش میکند، بنابراین ازدیاد طول دوباره روند افزایشی پیدا میکند. هنگامی که نخ چندلا در یک جهت نسبت به اجزا تابیده میشود، دامنه متوسط پیچش الیاف با افزایش ضریب پیچش، دچار افزایش می شود. بنابراین ازدیاد طول نخ چندلا نیز افزایش مییابد و از نظر کمّی بیشتر از زمانی است که نخ چندلا در جهت مخالف تابیده میشود. این مسئله در شکل زیر مشاهده میشود.
ایستایی نخ: هرچه میزان تاب بیشتر باشد، ایستایی نخ بیشتر است.
یکنواختی و یکپارچگی: تاب الیاف سطحی را به داخل ساختار نخ میکشد و از بیرونزدگی آنها جلوگیری میکند، که باعث کاهش پرزدهی نخ میشود.
بهبود فرآیندپذیری: نخهای تابیده شده کششپذیری و انعطافپذیری بهتری در حین بافندگی و بافندگی حلقوی دارند.
کاهش درخشندگی: با افزایش تاب، سطح نخ ناهموارتر شده و انعکاس نور کاهش مییابد و نخ کدرتر دیده میشود.
افزایش سفتی: تاب بیش از حد میتواند باعث کاهش نرمی و افزایش سختی نخ شود که بر زیردست پارچه تأثیر منفی میگذارد.
افزایش مقاومت در برابر سایش: برای پارچه با نخ چندلا، حتی اگر الیاف سطحی تا حدی دچار سایش شوند، پارچه به دلیل ساختار محکم و یکنواخت خود همچنان از استحکام کافی برخوردار است و بنابراین پارچه مقاومت خوبی در برابر سایش دارد. در شکل زیر طرحواره دستگاه تابندگی ارائه شده است.
نخهای تولیدی در نفیس نخ
نخهای تابیده نفیس نخ میتوانند به صورت سفید یا رنگی و بر روی دوک معمولی یا مشبک به صورت نیمه مات (سمیدال)، براق (برایت) یا فوق براق (سوپربرایت)، تک لا یا چندلا و به صورت کیبل تولید شوند. نمرات نخ بین 14000-50 و تاب نخ بین 2000-54 است. در ادامه به صورت تفکیکشده کاربرد نخهای تابیده آورده شده است:
مصرف پوشاک
نخهای DTY تابیده از نمرات 50 تا 150 دنیر و تاب هستند. نخهای ITY تابیده با نمره 80 دنیر و تاب 800-600 که برای شال و روسری استفاده میشود. نخهای ITY تابیده با نمره 135 دنیر و تاب 1800-800 که برای ریون و کرپ مصرف میشود.
مصرف پردهای
نخ FDY مات تابیده با نمره 75 دنیر و تاب 800-500 که برای تاروپود پرده حریر مصرف دارد. نخ ITY تابیده با تاب 200 و شیرینک بالا و بدون فیکسه برای پرده میکرو جیر (شبه مخمل) کاربرد دارد. نخ FDY تابیده با نمره 150 دنیر و تاب 350 که رنگ سفید آن برای آستر و پرده براق و نخ رنگی آن برای پرده های کناره و رومبلی کاربرد دارد. نخ DTY تابیده با نمره 150 و تاب 350 که آستر پرده مات و ساتن مات کاربرد دارد.
نخ DTY تابیده با نمره 300 و تاب 400-300 برای پرده کتان ژوژدار و لنوبافی بهصورت سفید و مشکی کاربرد دارد. نخ فریزه کیبل با نمره 2000-600 و تاب 300-200 برای تاروپود پرده لنوبافی کاربرد دارد. نخ ATY تابیده با نمره 1600 که برای پرده فانتزی مصرف دارد. نخ SDY تابیده با نمره 100 و تاب 630 که برای چله اتیکتبافی کاربرد دارد.
برای آشنایی کامل با نخ DTY کلیک کنید
مصرف فرش
از نمره 450 تا 14000 قابلیت تولید دارد. بیشتر از نخهای تابیده ATY و DTY استفاده میشود. مصرف عمده برای خاب فرش است، البته برای تار فرش نیز مصرف میشود. نخهای DTY میکرو تابیده که برای فرشهای شبه ابریشم مصرف میشود و بسته به شانه ماشین از نمرات 450 تا 15000 تولید میشود. نخهای DTY با DPF بالای یک که برای فرشهای کلاسیک و مدرن استفاده میشود. نخهای بالای نمره 2000 دنیر برای فرشهای فانتزی مانند فلوکاتی، پارکو، سیزال، 3D و… استفاده میشود.
نخهای ATY تابیده با نمره 3000-1000 دنیر و تاب 100برای فرشهای چاپی استفاده میشود. نخهای FDY تابیده در ریشه فرش مصرف میشود. نخهای FDY تابیده استحکام بالا برای نخهای صنعتی کاربرد دارد.
- Dakin, G. (1957). 20—DOUBLED YARNS. Part IV. THE EFFECT OF TWIST AND STRUCTURE ON THE PHYSICAL PROPERTIES OF SOME MANIFOLD YARNS. Journal of the Textile Institute Transactions, 48(7-8), T293-T320..
- Lorenz, R. R. C., and Barbara Howard. “Yarn-twisting.” Textile progress 16.1-2 (1987): 1-89.
- https://www.savioindia.com/Includes/SiriusPage/VSIPLSIRIUS_EN.pdf
- https://www.testextextile.com/all-about-yarn-twisting/
- http://textilelearningplatform.blogspot.com/2016/07/yarn-twist-relationship-between-yarn.html


){kind=link}
No comment